Multi-sensor in-process metrology of laser powder bed fusion additive manufacturing: Fusing form, texture and temperature measurement
Grant: EP/P021468/1
Funding: EPSRC
Duration: July 2017 – July 2019
Team: Simon Lawes, Richard Leach
PhDs: Andrew Dickins
This project is to develop a multi-sensor system for in-process metrology of parts made by the additive manufacturing (AM) process - laser powder bed fusion (L-PBF).
AM, also known as '3D printing', is changing the way that engineers solve the problems of today. Unlike subtractive manufacturing methods, where materials must be cut away to produce a finished part, AM processes build parts up layer-by-layer. This provides almost limitless design freedom, allowing the design of more organic, more lightweight, more bespoke solutions. However, the technology is not without its challenges. The current state of AM technology cannot produce parts with the consistency or geometric tolerances that are required for many applications. The production of metal parts by AM is particularly challenging. The most prominent technology for producing AM metal parts is L-PBF, also called selective laser melting. To produce parts economically the process must be fast with high laser power making L-PBF a highly energetic process that is sensitive to a changes in process variables. Defects can occur at any stage of the process: incomplete melting, aggregation of unmelted powder, pitting, balling, spattering, as well as defects caused by thermal or residual stresses: cracking, spalling and layer separation. Effective control of the L-PBF process is an extremely challenging task, and the subject of significant research both in the UK and global research communities. One aspect of that challenge that has become clear in the last few years is the need for step change improvements in in-process condition monitoring and metrology.
The key parameters for in-process control are the melt pool temperature, the powder bed temperature and the presence of physical defects in the powder laying and laser fusion stages. The laser fusion event that consolidates the powder takes place over a few hundreds of nanoseconds, making it very difficult to observe and control in real-time. Fortunately, a great deal of information about the melting conditions can be observed in the consolidated surface that fusion leaves behind; a so-called process signature or fingerprint. By capturing information on the form and the texture of the part surface it is possible to determine whether the laser and scan parameters have been chosen correctly, and critically it is also possible to monitor whether any major defects have occurred. AM processes, including L-PBF, are not yet mature enough that quality can be assured. Each machine will have slightly different performance characteristics, and the part quality can change from day to day, with small changes in the environment, the powder quality or the laser condition. For AM to be more widely adopted, industries need assurance, and that means highly robust in-process measurements.
Current in-process measurement methods are inadequate; 2D imaging methods cannot identify all of the common defects or measure surface texture in the process fingerprint. The few pre commercial 3D measurement systems that have been demonstrated, have been unable to accommodate the extreme range in texture observed for L-PBF. In simple terms the surfaces are either too reflective for some methods, or too diffuse for others, often producing misleading imaging artefacts or missing significant defects. This lack of robust in-process metrology, stymies development and slows the wider adoption of L-PBF. What is required is a robust measurement of form, texture and thermal distribution of the metal powder bed. This project will achieve that aim by the intelligent combination of measurement data captured by multiple sensor systems. Each sensor individually cannot capture the whole surface, but when combined, will offer the most complete in process measurement achievable to date. This multi-sensor system will have profound benefits for process control of L PBF processes as well as providing a wealth of in process data to feed into future research.
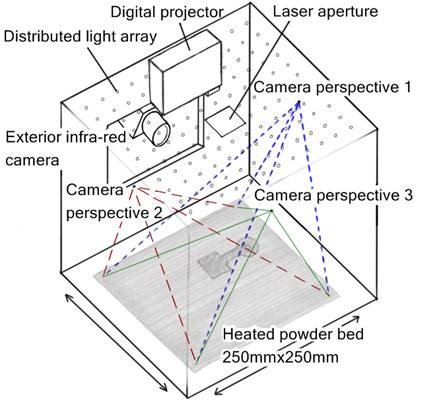
Figure 1 Example of data fusion in additive manufacturing using a
combination of fringe projection, deflectometry and thermal imaging